MRP sounds expensive because most people first hear about it through SAP, Oracle, or large-factory consulting projects.
The underlying idea is much simpler.
If you know:
- what you need to make
- what materials each product consumes
- what stock you already have
- what purchase orders are still expected
then you can calculate what to buy next.
That is MRP.
What MRP Actually Does
Material Requirements Planning converts demand into material action.
Say you have confirmed orders for:
- 500 units of product A
- 200 units of product B
Each product has a BOM. The system multiplies demand by BOM quantities, checks current stock, adjusts for open purchase orders, and shows the shortages.
Instead of the planner asking stores, then calling purchase, then checking Excel, the system produces a shortage list with dates and quantities.
That is the practical value. Better timing, fewer surprises, and less emergency purchasing.
Why Small Manufacturers Need MRP More Than They Think
Most MSMEs already do planning. They just do it badly and manually.
The informal version usually looks like this:
Sales commits a date.
Production says material might be enough.
Stores says, “let me check.”
Buyer calls a vendor.
The shortage is discovered after production should have started.
That is still planning. It is just reactive planning.
MRP replaces that guesswork with a repeatable calculation.
The Minimum System Needed for MRP
You do not need a huge ERP rollout to start.
You do need these basics:
1. Finished-goods demand
This can come from open sales orders, forecast quantities, or a weekly production plan. If demand is unknown, MRP has nothing to calculate.
2. Accurate BOMs
If the BOM says 2 kg but actual usage is 2.4 kg, every MRP run will understate requirements. Poor BOMs create false confidence.
3. Believable stock numbers
MRP is only as good as the opening stock it reads. If system stock and physical stock differ materially, planners will stop trusting the output.
4. Open purchase visibility
The system must know what has already been ordered, how much is still pending, and when it is expected. Otherwise it will either over-buy or under-plan.
5. Lead times that reflect reality
A five-day lead time in the master if the vendor usually takes twelve days is not a planning system. It is fiction.
A Simple Example
Suppose you need to produce 1,000 bottles of a sauce SKU.
The BOM per bottle is:
- 0.95 bottle
- 1 cap
- 0.50 label
- 0.80 kg ingredient mix per 10 bottles
The system totals the requirement, then checks:
- available packaging stock
- ingredient stock
- quantities already reserved for other orders
- pending inward from suppliers
The result is not just a material list. It is a decision list:
- enough bottles, no action
- cap shortage, buy 300
- label shortage, buy 600
- ingredient mix available only after current batch closes
That is what planners need. Not theory, but action.
MRP Without SAP: A Small-Factory Method
Step 1: Start with your top 20 SKUs
Do not attempt perfect planning across every SKU in the factory on day one. Start with the products that create the most volume, complexity, or material risk.
Step 2: Clean the BOMs
Get production and stores in one room. Validate actual quantities, units of measure, and normal wastage. A wrong BOM is worse than no BOM.
Step 3: Reconcile stock once
The first MRP cycle should start from believable stock. That usually means one focused physical reconciliation for key materials.
Step 4: Use confirmed demand only
Feed the system with real open orders or an approved short-horizon production plan. Do not mix tentative estimates with committed demand unless you clearly separate them.
Step 5: Convert output into POs
MRP is not complete when a report is generated. It matters only when shortages become purchase orders with dates, quantities, and vendor ownership.
Step 6: Review weekly
For many MSMEs, a disciplined weekly MRP review is enough. You do not need complex daily regeneration if the business rhythm does not require it.
Where MRP Usually Breaks
Outdated BOMs
Material substitutions happen on the floor, but the system is never updated.
Delayed receipts
Material arrives physically, but the GRN is not updated. The system still thinks stock is missing.
Manual bypass
People start buying directly over WhatsApp instead of routing requirements through the system.
No link to production orders
If demand is not tied to actual orders or planned batches, purchase planning becomes noisy and hard to trust.
MRP failure is usually a discipline problem, not a software problem.

What Small Manufacturers Should Expect from MRP Software
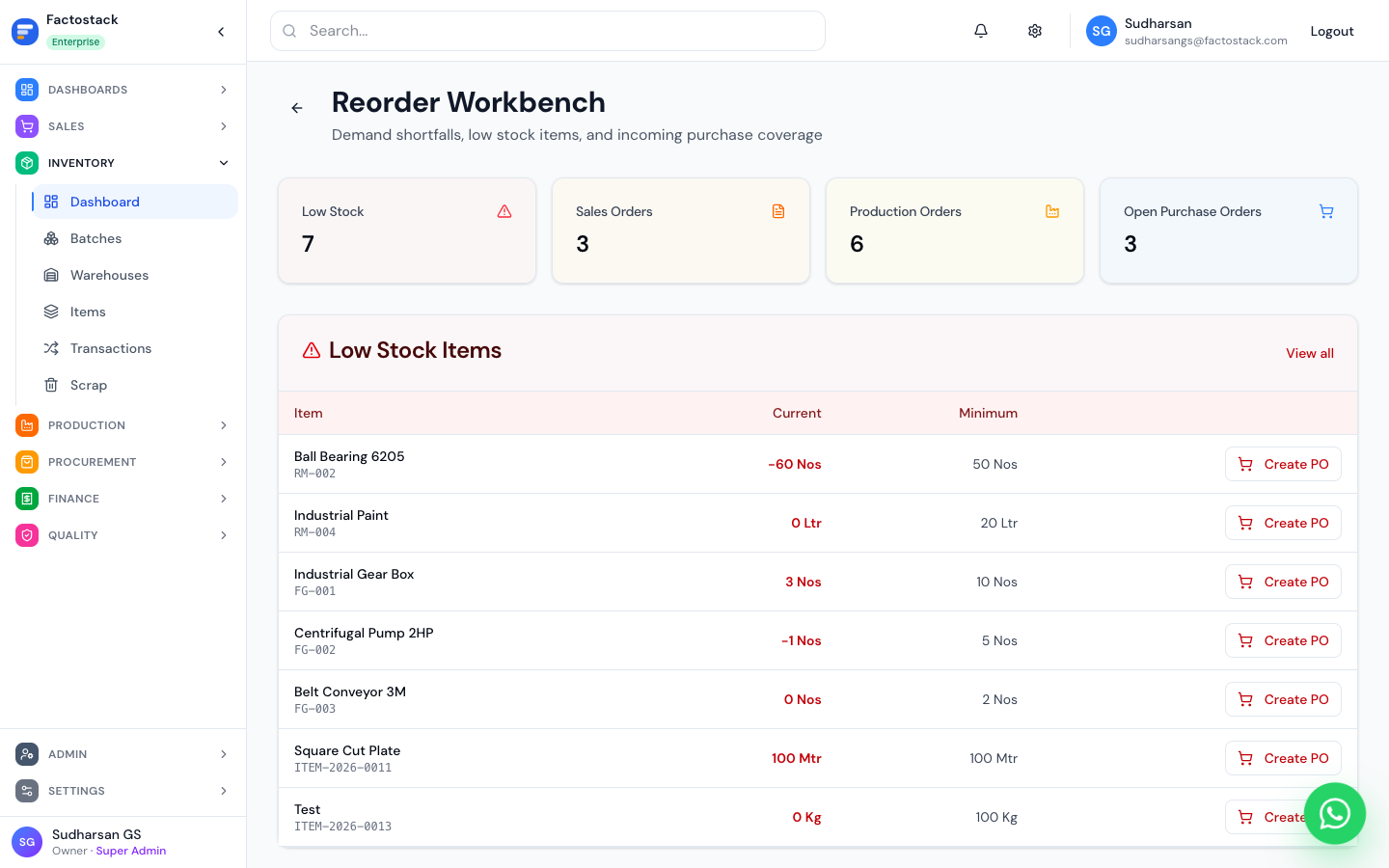
At a minimum, the system should:
- read demand from sales or production orders
- explode BOMs into material requirements
- show current stock and pending inward
- flag shortages before production starts
- support warehouse-level visibility
- convert shortages into purchase follow-up
You do not need a massive planning cockpit. You need material clarity early enough to act.
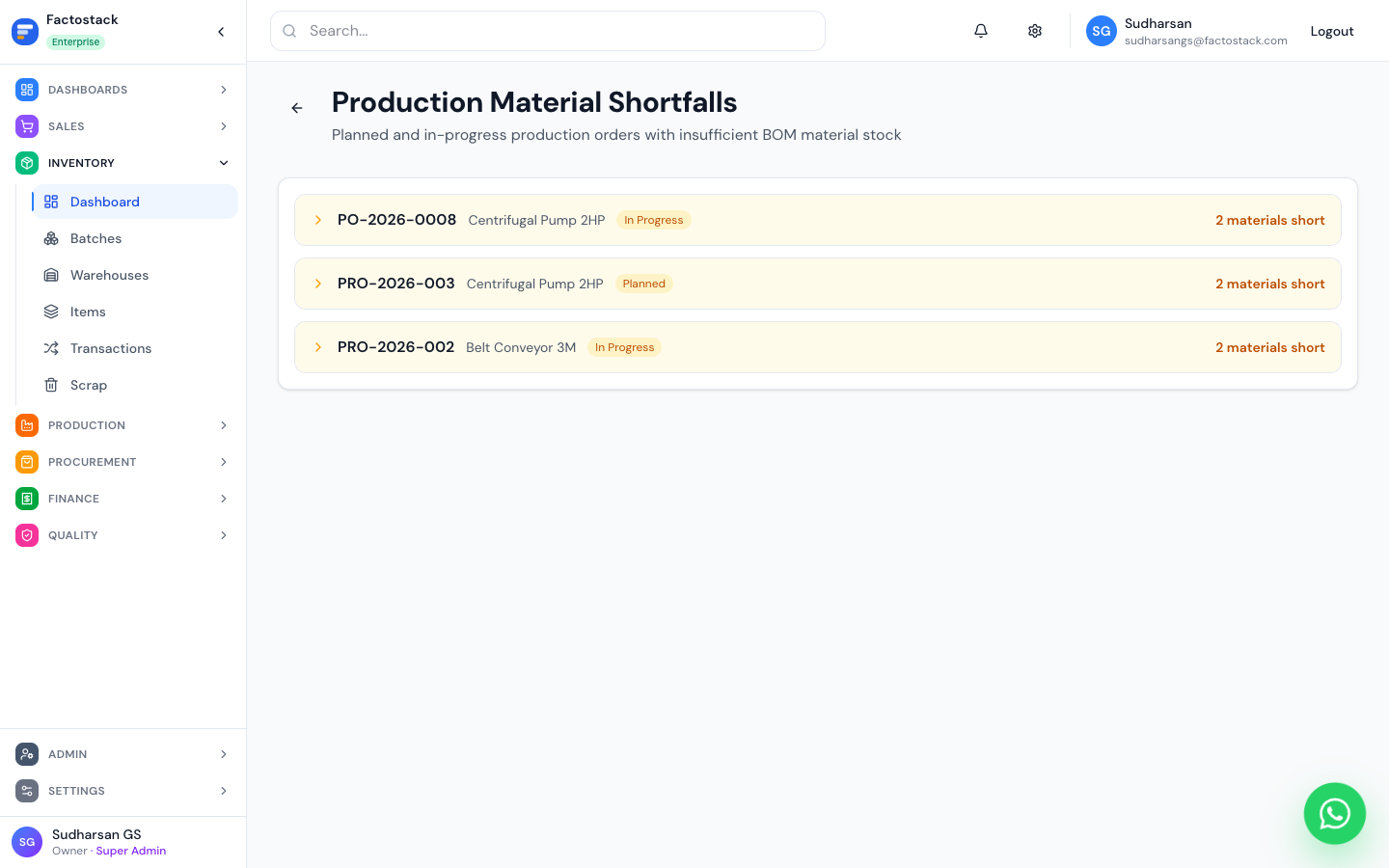
Where FactoStack Fits
FactoStack uses BOMs, inventory, open purchase orders, and production demand to give planners a working material picture before the factory commits the job.
That helps teams answer the real planning questions:
- can we start this order now
- what will block it
- what needs to be purchased this week
- which vendor delay affects which customer order
Production Planning and MRP
Use BOMs, live stock, and open orders to calculate shortages before production is delayed.
Related Guides
- What a bill of materials is and how to set one up
- How to track WIP inventory in a small factory
- How to track purchase orders, GRNs, and vendor payments
Frequently Asked Questions
Start with Material Control, Not Enterprise Theater
MRP does not need to be heavy to be useful. For most MSMEs, the win comes from turning demand into purchase action before the shortage reaches the shop floor.

Written by
Sudharsan GS
Building FactoStack with Indian MSME manufacturers across inventory, production, dispatch, GST, and Tally workflows.